EPDM roof membrane age
How to determine the date of production/manufacture or age of EPDM roofing Systems.
Example serial number styles/formats found:
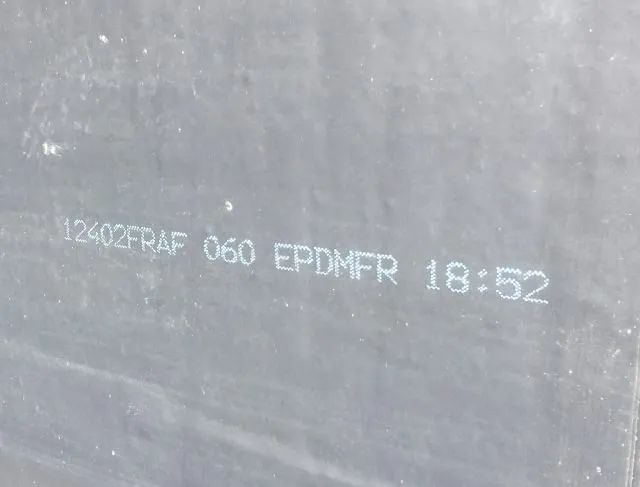
- Carlisle - 12402FRAF 060 EPDMFR 18:52
- Firestone (now Elevate) - 3280317 60EPDM
- Johns Manville - No examples
- Versico (VersaGard) - See Carlisle
- Mule-Hide - No examples
- Goodyear (VersaGard) - E7 04 VI 90
Red = Year Green = Month Blue = Day
Carlisle: 12402FRAF 060 EPDMFR 18:52
Carlisle roof stamp coding:
The first sequence includes 5-6 digits followed by 2 or 4 letters
Second sequence always 3 numbers beginning with "0" (zero) denoting mil thickness
Third sequence always letters denoting membrane type
Last sequence always a time stamp (more recent stamping - older membranes excluded the time stamp)
Ex. 1: 12402FRAF 060 EPDMFR 18:52
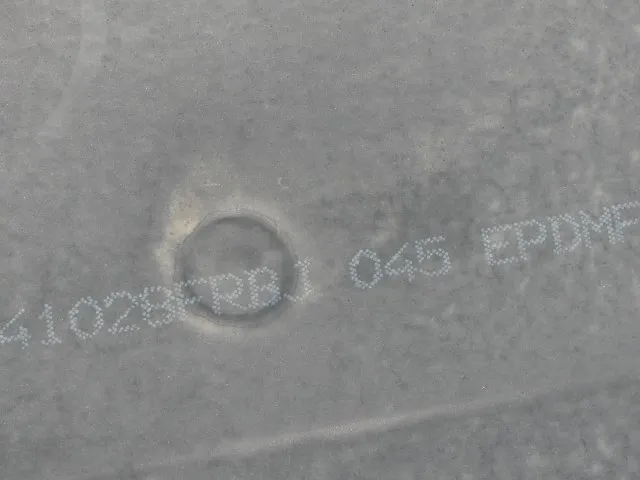
Ex. 2: 41028FRBJ 045 EPDMFR 03:47
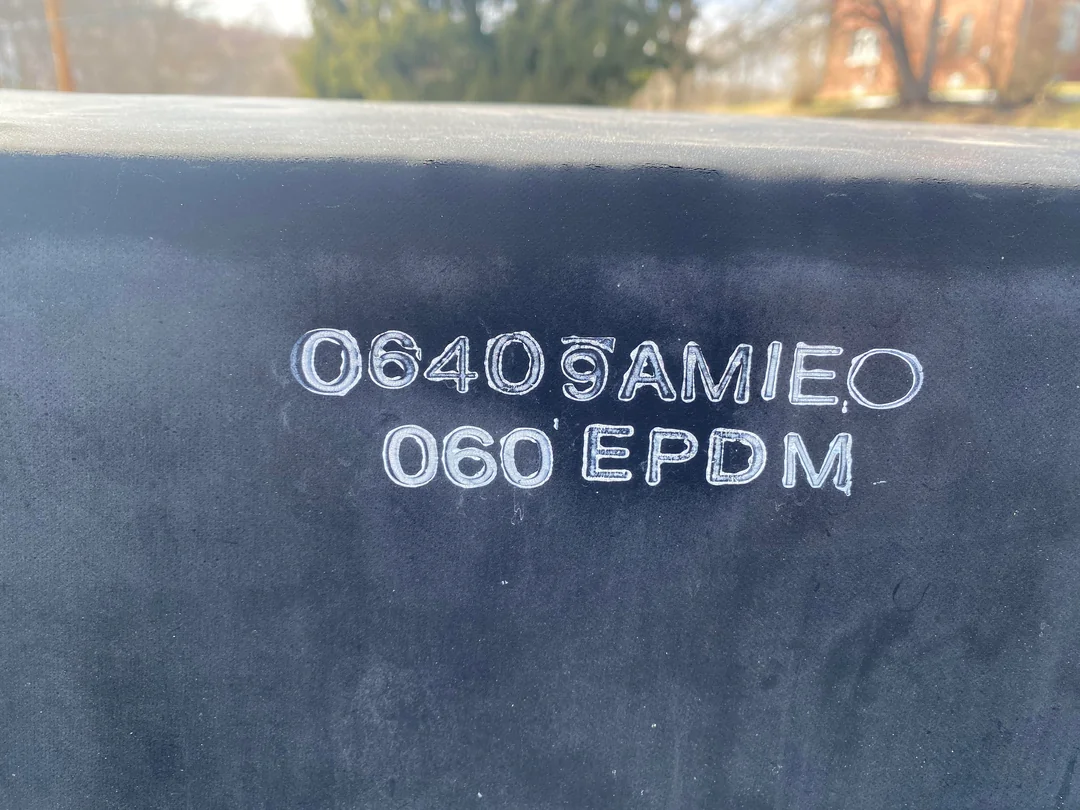
Ex. 3: 06409AMIEO 060 EPDM
First 1 OR 2 digits are the month (1 thru 12):
“12” = December "4" = April
Next 1 OR 2 digits denote the manufacturing plant:
“4” = plant 4 "10" = plant 10
Last 2 digits denote the calendar day:
“02” = 2nd day of month "28" = 28th day of month
6th and 7th characters (letters) are the product type.
8th and 9th characters (typically the 3rd & 4th letters) denote the two digit year of manufacturer (A=1, B=2, C=3, D=4, E=5, F=6, G=7, H=8, I=9, J=0):
"AF" = 2015 "BJ" = 2020 "IE" = 1995
Next sequence of numbers denote membrane thickness (045, 060, or 090 mil)
Next sequence of letters denotes membrane type:
EDPMFR = EPDM membrane that has fire resistance (FR) dusting treatment
Last sequence of numbers are time stamp:
18:52 and 03:47 = 24 hour manufacture time stamp
Note:
Versico (VersaGard EPDM roofing systems) is a subsidiary of Carlisle. We presume they use the same serial numbering system as Carlisle.
Firestone (now Elevate): 3280317 60EPDM
Firestone roof stamp coding:
First three digits = Julian day of the year (328th day of the year)
4th-5th digits = Manufacturing plant location (03)
Last two digits = Year (2017)
Two digits before membrane type= membrane thickness (60 mil EPDM)
Firestone Building Products Details
Note - In 2022 Firestone Building Products transformed its roofing products division into a company now known as Holcim Elevate (Elevate).
Johns Manville: No examples
We have no current examples or information on Johns Manville EPDM roofing date codes.
If you have additional information and would like to assist us in adding to the site, please contact us.
Versico VersaGard: See Carlisle
Verisco was formed by Carlisle after acquisition of Goodyear Roofing Products division in 1993.
We believe (but have not confirmed) that Versico utilizes the same coding as Carlisle.
Mule-Hide: No examples
We have no current examples or information on Mule-Hide EPDM roofing date codes.
If you have additional information and would like to assist us in adding to the site, please contact us.
Goodyear: E7 04 VI 90
We have no current information on Goodyear EPDM roofing date codes.
As of 1993, Goodyear no longer manufactures EDPM roofing. See History below.
Goodyear entered the commercial roofing products industry in 1981 when they introduced a new EPDM product under the brand "VersaGard".
In 1993, Goodyear sold their roofing division to Carlisle Construction Materials, who created the subsidiary Versico Roofing Systems. Versico continues to manufacture the VersaGard EPDM line as well as other roofing products such as TPO and PVC.
If you encounter a known Goodyear VersaGard EDPM system, it was manufactured between 1981 and 1993.
If you have additional information and would like to assist us in adding to the site, please contact us.
Example of a Goodyear EPDM roof stamping found on a building constructed in 1990:

NOTE:
EPDM is the common abbreviation for ethylene propylene diene terpolymer roofing (ethylene propylene diene monomer rubber). EPDM exhibits superior resistance to heat, light, and ozone exposure. For this reason EPDM rubber is useful in external harsh environments. EPDM membranes have an estimated useful service life of 20-30 years, though with routine professional maintenance, some EPDM membranes have lasted 50 years.
Manufacturers typically offer warranties up to 25/30 years depending on the quality of EPDM installed, and methods/materials used for flashing and splices. Manufacturers provide installation requirements prescribing the details needed for the length of warranty. Less stringent details are typically warranted for 15 years or less.
Black is generally the most common EDPM color encountered, but many manufacturers also offer the color white as a more energy-efficient option. Black EPDM gets its coloring from carbon black mixed into the product during manufacturing. White EPDM is formulated using titanium dioxide in lieu of carbon black.
EPDM and Seam Technology History
From the early 1960s until the mid-1980s seams or splices in EDMP were formed by cleaning with additive-free liquid petroleum (white gas) and a Neoprene-based splicing adhesive. The Neoprene polymer in the adhesive would often deteriorate and lose strength with prolonged exposure to ponded water.
In the mid-1980s, a butyl-based splice adhesive was developed that was very tolerant of ponded water, but the seaming process became complicated, leaving seams and splices vulnerable to failure caused by careless or inadequate workmanship.
By the early 2000s, customized primers and double-sided seam tape emerged. These products dramatically simplified the seaming and splicing process, and helped reduce workmanship inconsistencies.
Around 2005 EPDM became available with primer and seam tape factory-applied to one edge of the EDPM sheet. This innovation further reduced workmanship issues as well as warranty claims.
Improvements to Angle Transitions (flat roof to parapet wall)
Early in its history, wood nailing strips were used to secure ballasted EPDM where it up-turned at the base of parapet walls. As EPDM membranes experienced age-related shrinkage, pull-through would typically occur at the wood strips. In the late 1980s, reinforced membrane attachment strips were attached to the roof with fasteners and a seam plate combined with adhesives in order to improve this condition.
Puncture Resistance
EPDM roof membranes are typically offered by various manufactures in 45-mil through 90-mil thicknesses. 45-mil non-reinforced EPDM was common in the early years, especially in ballasted systems on commercial buildings, but is still offered today as a relatively economical but low warranty option.
During the mid-1980s, manufacturers began producing a 60-mil EPDM with an internal scrim, increasing puncture resistance by approximately 50%. Unfortunately, an internally-reinforced membrane contains less weathering material over the scrim. On 60-mil sheets of EPDM, the thickness of the weathering material was only 20-25 mils.
In 1996, an externally reinforced, fleece-backed EPDM with a full 60 mils of weathering material was introduced that greatly improved puncture resistance.
Flashing Improvements
From early 1960's to the mid-1980s, wall and penetration flashings were manufactured from uncured Neoprene. This material formed and spliced very well, but its UV resistance was poor. Over time, the exposure to UV light would cause the Neoprene flashing to crack and craze, and it became one of the most common points of failure in the roof assembly.
Flashing made of uncured EPDM was introduced in the mid-1980s. Uncured EPDM flashing offered dramatically improved weathering properties and none of the cracking issues experienced with Neoprene flashing.
Prefabricated pressure-sensitive inside/outside corners, pipe boots, and pourable sealer pockets for EPDM systems were developed and quickly gained popularity due to the simplified application process and improved quality.
Modern, pressure- sensitive flashings provide a full 60-mil EPDM weathering layer laminated to 30-mil cured adhesive for a 90-mil total thickness. This was a significant improvement over older methods.